

石油套管有關原材料無縫鋼管生產工藝
①熱軋無縫鋼管重要出產工序(△重要測驗工序): 管坯籌備及檢討△→管坯加熱→穿孔→軋管→鋼管再加熱→定(減)徑→熱處置△→成品管矯直→精整→測驗△(無損、理化、臺檢) →入庫 ②冷軋(拔)無縫鋼管重要出產工序: 坯料籌備→酸洗光滑→冷軋(拔)→熱處置→矯直→精整→測驗
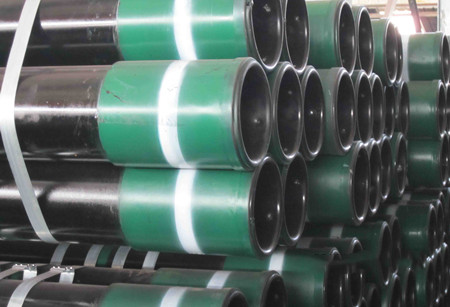
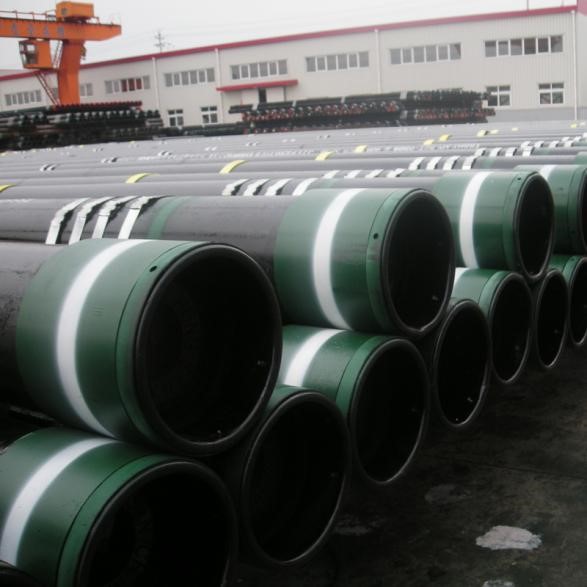
個別的石油套管原資料無縫鋼管的出產工藝能夠分為冷拔與熱軋兩種,無縫鋼管的出產流程個別要比熱軋要龐雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,假如名義不響應裂紋后圓管要經由割機進行切割,切割成長度約一米的坯料。而后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要留神名義是否有大批的起泡發(fā)生,假如有大批的起泡發(fā)生闡明鋼管的品質達不到相應的尺度。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚個別比熱軋無縫鋼管要小,然而名義看起來比厚壁無縫鋼管更加晶瑩,名義不太多的毛糙,口徑也不太多的毛刺。 石油套管原資料熱軋無縫鋼管的交貨狀況個別是熱軋狀況經由熱處置落后行交貨。熱軋無縫鋼管在經由質檢后要經由工作職員的嚴厲的手工篩選,在質檢后要進行名義涂油,而后緊接著是屢次的冷拔試驗,熱軋?zhí)幹煤笠M行穿孔的試驗,假如穿孔擴徑過大就要進行矯直改正。

石油套管在矯直后再由傳遞安裝傳遞到探傷機進行探傷試驗,后貼上標簽、進行規(guī)格編排后放置到到倉庫當中。 圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓實驗(或探傷)→標志→入庫 無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,而后經熱軋、冷軋或冷撥制成。無縫鋼管的規(guī)格用外徑*壁厚毫米數表現。 石油套管原資料熱軋無縫管外徑個別大于32mm,壁厚2.5-200mm,冷軋無縫鋼管外徑能夠到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。 熱軋石油套管,顧名思義,軋件的溫度高,因而變形抗力小,能夠實現大的變形量。以鋼板的軋制為例,個別連鑄坯厚度在230mm左右,而經由粗軋跟精軋,終厚度為1~20mm。同時,因為鋼板的寬厚比小,尺寸精度請求絕對低,不輕易呈現板形問題,以把持凸度為主。對組織有請求的,個別通過控軋控冷來實現,即把持精軋的開軋溫度、終軋溫度.圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處置→矯直→水壓實驗(探傷)→標志→入庫
上一篇:石油套管關于水壓試驗是如何進行的呢 下一篇:油管接箍加工優(yōu)化的一些介紹







同類文章排行
- 石油塑料套管的特點和適用范圍
- 石油鋼套管的適用范圍
- 石油套管的質量檢測方法
- 石油套管都有哪些尺寸都有哪些用途
- 石油套管的制作過程主要包括以下幾個步驟?
- 石油套管的主要作用包括什么?
- 石油套管是怎樣保護鉆井鉆管的
- 不同口徑的石油套管應當如何進行連接
- 石油套管在其他行業(yè)的應用有哪些
- 石油套管在石油鉆探中還應搭配哪些器材使用